一、吸边器的作用及种类
吸边器是平幅导布器的组成部分,安装在各平幅机台进布口的前方,其作用是保证平幅织物按照规定位置运行,防止织物左右跑偏,同时对织物起到一定的扩幅防皱作用。
按其工作原理,可将吸边器分为释压型和摆动型两大类。目前广泛使用的吸边器大都属于释压型。这类吸边器按其释压机构,可分为重锤型、电动型和气动型;按其控制机构,又可分为触杆式、摩擦轮式和光电式。由于重锤型吸边器机构复杂,操作不方便,所以现在已很少使用。
二、吸边器的结构
1.气动吸边器
气动吸边器由机头、支架和压缩空气源三部分组成,如图2-13所示。
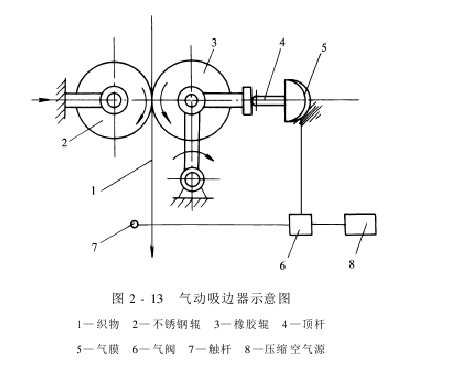
机头是主要功能部件,左右各一只,每只机头由一对小轧辊(一软一硬)、顶杆、气膜、气阀、触杆等构成。机头安装在支架上,并可回转一定角度。一般使小压辊轴线与织物纬向成10°~20°角。当织物正常运行时,气阀打开,压缩空气通过气膜和顶杆使两只机头上的小轧辊均压在织物上,产生相等的吸边力。如织物左偏至一定程度,边部碰到触杆,使左边机头的气阀关闭,气膜上的气压释压而使橡胶辊在自重的作用下向后倒,原先紧压织物的左侧一对小辊脱开,左侧吸边力消失,织物则向右侧回移到中间位置。反之,则向左移动。这样,纠正了织物在运行过程中出现的过分左右跑偏现象,使织物在允许的正常范围内移动。
气动吸边器除使用压缩空气外,无需其他动力源,适用于较潮湿的生产环境,特别是对防火、防爆有要求的场合。气动吸边器控制力小,且可调节,两辊间压力较大,并可按要求调节,动作灵敏,应用范围广,无电触点,安全可靠,而且安装方便。
2.电动吸边器
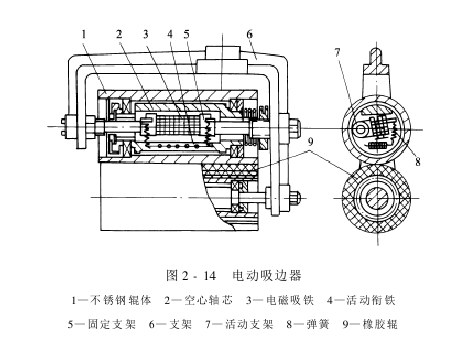
图2-14所示的是目前国内使用最广泛的一种电动吸边器。它的一对压辊由一只不锈钢辊和一只橡胶辊组成。在不锈钢辊内装有固定的电磁吸铁和活动衔铁。吸铁与衔铁间装有弹簧,固定吸铁安装在支架上,活动衔铁与不锈钢辊体相连。当织物正常运行时,两辊间由吸铁弹簧加压,平幅织物两边的吸边力相等。当织物偏移时,即碰到触杆,通过控制元件,使吸铁工作,克服弹簧压力,使一对压辊脱开释压,织物向另一边回移,从而纠正了偏移。
电动吸边器结构紧凑,动作灵敏,两辊间压力大,纠偏及展幅效果较好,特别适用于干燥环境及速度要求较高的场合。但由于不锈钢辊的密封性差,吸铁的动作由触杆和电气触头控制,对保养的要求高。
三、吸边器的工作原理
吸边力的产生,与织物的物理状态密切相关。由于织物是柔性体,当客观存在的经向张力大到一定程度时,就会产生一个从左右两侧指向中间的力Ta ,使织物产生纬向收缩,这就是纬向张力。若这时织物与一被动导布辊接触,被动导布辊将在经向摩擦力f的反作用力f′的作用下转动。同时,辊面轴向摩擦阻力的存在,将阻止织物的纬向收缩。
为了便于分析,忽略织物经纬纱之间的相互作用力,假设纬向扩展力较经向张力大而使织物在扩展过程中只有经纱产生曲折,并且不考虑织物离开小压辊轧点后的弹性收缩。
如图2-15所示,现设吸边器两只小压辊倾斜角为α,压辊扩展织物的有效长度为l0 ,织物自上向下运行。
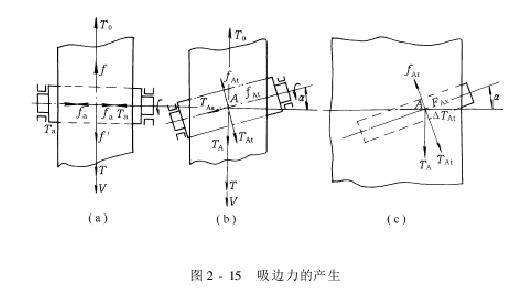
(1)使小压辊处于如图2-15(a)所示位置,α=0,分析此半幅织物受力平衡关系:
可见,忽略上式中的第二项,则当α=45°时,Fx 为最大。事实上,由于第二项的存在,并考虑上述讨论中的理想化所产生的误差,α<45°时,Fx 已达到最大。
由上面的分析,可以得出以下结论:
①吸边力Fx 随夹角α的增大而增大,但有一极限值,不能任意加大。考虑到吸边力过大时会引起织物较大的纬斜,一般取10°≤α≤20°。
②要平衡Ta ,必须提供足够大的轴向静摩擦力fa ,因此P必须足够大。否则,不仅影响吸边,甚至会起皱或逃边。但是,P也不能过大。因为,P过大不仅会在织物上产生压痕,还可能影响织物纤维的坚牢度。因此,在安装吸边器时,要根据织物的品种和α角度,认真调节小辊间的压力P。
③辊面与织物不能打滑。因为打滑时,摩擦力的性质由静摩擦变为滑动摩擦,使fa 锐减,破坏了fa 与Ta 的平衡,吸边器无法正常工作,甚至不能工作。
④减小轴承摩擦,有利于吸边。为此,要加强吸边器小辊转动部位的维护保养,保持良好的润滑状态。
四、吸边器的安装、使用及保养
(1)电动吸边器不锈钢辊的密封差,对温度高、湿度大、腐蚀严重的环境适应性差。因此,定时保养很重要。一般最好1~2周做一次清洁和检查工作。
(2)电气触头在使用一定时间后,表面会变毛糙,使吸边器灵敏度下降,可用细砂皮打磨,使其表面光滑,以正常工作。
(3)吸边器的变压器是按单边头动作设计的。因此,应该使两侧机头有一定的隔档,使织物边缘与触杆相距10~20mm,避免两边机头同时工作而造成变压器损坏。而且,也可避免吸铁动作频繁而大大缩短吸边器的使用寿命。但距离过大,织物容易偏移而造成脱夹。
(4)检查轧辊表面是否光洁平整,防止织物擦伤、刮破。
(5)轴承要定期加油,并清理压辊端的纱头、尘埃、油污,防止压辊转动不灵活及在织物上产生油污斑。
(6)吸边器压辊的安装角度与织物的速度、厚薄、幅度及干湿度有关,一般小辊的轴线与织物纬向取10°~20°为宜。
(7)织物必须从切线方向通过两压辊的压点,且进出时为一直线。
(8)吸边器调幅横梁的中心离地面的高度为1.5m左右,进布辊离地高度为2~3m,出布辊离地高度约为0.5m。
(9)定期检查贮气桶、管道等是否漏气,压力表、气膜、气阀是否损伤。