绳状水洗机是专供绳状织物洗涤用的,也可用作绳状织物浸轧退浆剂、煮练剂、漂白剂等化学品溶液的设备使用。因此,它是组成绳状练漂联合机的重要单元机台。根据织物运行的张力情况,可将其分为紧式绳洗机和松式绳洗机两种。
一、紧式绳洗机
紧式绳洗机是将双头绳状织物处于经向拉紧状态下进行洗涤的。绳状织物分别从左右两端进入导布瓷圈,绕过轧槽的后、前两根导布辊,进入大轧辊轧点,并由分布棒按洗涤道数分开,继续回绕在导布辊与大轧辊上浸轧,一般要浸轧6~11道(即绳状织物回绕6~11圈),最后双头绳状织物在大轧辊中部经喷洗后进入上轧液辊轧点,再次轧除洗液,然后从大轧辊中部分头,经导布瓷圈出布。紧式绳洗机的工作效率较高,车速一般可达95~180m/min,结构较为简单。
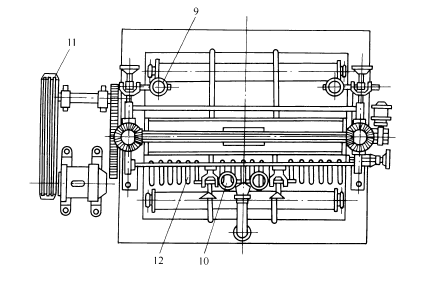
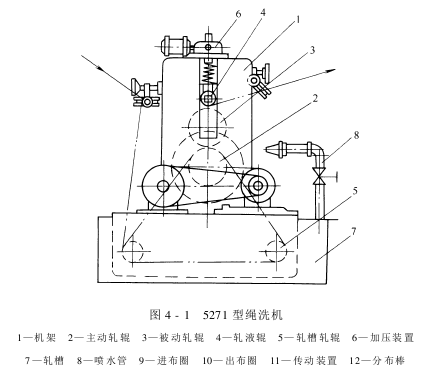
紧式绳洗机的型式较多,但其结构原理基本相同。现选择5271型绳洗机进行介绍,如图4-1所示.
1.机架(又称墙板)
它是支撑轧辊轴承和承受机件重量和机器在运行过程中所产生的力矩的机件,因此必须具有足够的强度和刚度,避免震动和损坏。机架常采用HT15—33铸铁制成。其滑道与轴承壳的配合选用较松的动配合,应与机架底平面垂直,以保证左右轴承壳在滑道上自由上下移动。
2.主、被动轧辊
它是紧式绳洗机中的主要机件,也是易损坏件。主动轧辊外径为500mm。辊体可用铸铁制成,亦可用12~16mm的20#钢板卷成。辊体外圆车制倒顺螺纹,再包覆乳白色橡胶层,橡胶层厚度为16~20mm,硬度为HA(80±3),表面精度要求不高。轧辊轴芯采用45#钢,有通芯轴芯及不通芯轴芯两种。轴芯一端连接传动件。被动轧辊外径为400mm,表面橡胶硬度为HA(80±3),两端轴对称,其余结构与主动轧辊相同。
辊体如果是钢板卷制焊接的,需经定性处理,以消除内应力。否则使用一定时间后,由于在轴芯焊接处应力集中,有可能发生断裂。
3.轧液辊
轧液辊的作用是绳状织物经多次浸轧后再次轧液,以降低轧余率。轧液辊外径为200mm,辊面包覆白色橡胶,硬度为HA(80±3)。辊体用铸铁或无缝钢管制成,两端以滚动轴承与通芯轴连接。因芯轴固定而辊体转动,故亦称为活络辊筒。
4.导布辊
在轧槽内装有两根导布辊,用来诱导绳状织物浸渍。导布辊直径为200~250mm。辊体用无缝钢管制成,两端用闷头板(A3钢)焊接密封,闷头板中心镶焊不锈钢短轴。辊面及两端均包覆硬橡胶层10mm左右,精度要求不高。
5.轴承
轧辊轴承采用双列滚子球面球轴承,轧液辊采用双列滚珠轴承,均能自动调心。导布辊采用球面滑动轴承,材料用HT20—40铸铁(碱性轧槽内用)或铸黄铜(酸性轧槽内用),内镶尼龙、玻璃纤维或胶木轴套,以便于自动调心及维护保养。
6.加压装置
紧式绳洗机的洗涤效率与加压装置有着密切关系。对加压装置的要求是:有足够的压力、加压稳定和操作方便。老式机台采用重锤杠杆加压或拉簧杠杆加压。5271型紧式绳洗机采用电动弹簧加压装置,较前两种为好。在加压时只要按下加压电钮,机架上的专用电动机就拖动蜗杆蜗轮减速器,带动与圆锥齿轮相连接的丝杆螺母转动,使丝杆下降,通过弹簧压盘压缩弹簧,使弹簧的压力施加于被动轧辊的轴承壳上。当压力达到所需数值时,触杆碰到行程限位开关,专用电动机立即停止运转而不再增压。停车卸压时,则按卸压电钮,电动机反向运转,丝杆上升,待被动轧辊升至规定距离时,全部卸压,触杆与上行程开关接触,即自动停止运转。这种加压装置操作方便,弹性缓冲性能较好,轧辊运转也较平稳。
至于上轧液辊的加压,则是通过其轴端另装的小弹簧来施加的,其加压、卸压及升降动作,是通过手动凸轮来进行的。
7.轧槽
过去轧槽常用木板制成,容易变形腐蚀,使用寿命不长。后改用砖砌或钢筋混凝土作为槽体,内壁采用水磨石或贴白瓷板,光洁耐用。为了能耐腐蚀,有采用花岗石凿制成整体的,经试用,能耐热100℃,使用寿命较长,天然资源也丰富。缺点是槽体笨重,加工较难,成本较高。可因地制宜,适当选用当地易取的材料。
在排水和土壤等条件允许的情况下,宜将轧槽的大部分埋入地面下,这样既能降低机器的安装高度,减轻机器运转时的震动,也便于生产人员的操作。
8.分布装置
为了避免运行中绳状环形织物互相纠缠,在织物进入轧点前用分布棒分隔。分布棒原来多为木制,但易磨损及擦伤织物。后改用瓷棒或玻璃棒,又容易碰碎,同时也会擦伤织物。现在基本改用不锈钢或套上塑料管的不锈钢管,这样既经久耐用又安全。
为了避免绳状织物轧点位置固定而使轧辊表面局部磨损,有的机台装有活动分布装置。它是将分布棒装在一根能随轧辊轴向移动的杆件上,用丝杆或自动机构推动杆件做往复运动,以改变轧点的位置。但由于使用环境条件较差,容易腐蚀,这种活动分布装置经常失灵,因此需要加强检修,以保证其正常运转。
9.喷水管
为了使将要出机的绳状织物达到净洗效果,故在轧辊中部织物进轧点处装有直径为76mm的鸭嘴喷水管,将清水用力喷在布环上。喷水位置应比轧点稍低些,以发挥其喷洗的效果。
为了节约用水及简化操作,常将喷水阀门与传动设备相连接(可采用电磁阀或其他形式的阀门),则喷水口可随机台的开停而自动开关。
10.传动设备
绳洗机的传动方式有集体传动和单独传动两种。集体传动的绳洗机一般都横向并排安装,用一台电动机拖动整根天轴,天轴上有通向各机台的平皮带传动,用离合器控制单机运转。这种传动形式虽简单,但在操作及安全方面都不符合大规模生产的要求。目前使用的绳洗机以单独传动形式为主。
单独传动的绳洗机可以前后排列,便于机台连续化及自动化。其线速度可通过重力式线速度调节装置来控制。