由于丝织物、针织物及某些仿毛、仿丝的化纤及其混纺织物的外观、手感、风格等要求,它们的染整加工宜在无张力状态下进行。因此,近年来松式平洗机有较大发展,目前常用的型号有S220—180型松式平幅水洗机和松式转轮平幅洗布机等。
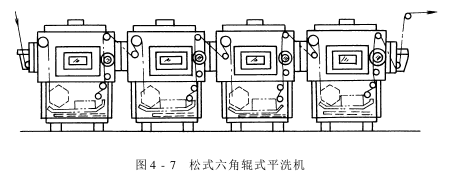
图4-7所示为松式六角辊式平洗机,适用于中长化纤织物加工过程中的前后处理,如退浆、煮练、染色及整理后的松式水洗,也可用作纯棉或化纤织物的松式水洗或松式染色。
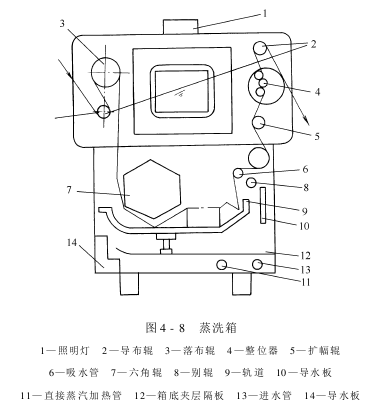
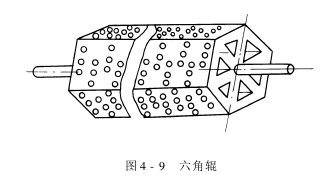
全机由多格蒸洗箱组成。进出布处都设有水封,可使蒸洗温度有所提高。各格蒸洗箱单独传动,并有单独洗槽,便于更换洗液。蒸洗箱用不锈钢板制成,其结构如图4-8所示。送布用的六角辊如图4-9所示,是用厚度为2.5mm的不锈钢板焊成的,直径为500mm,两端都能进洗液。辊面上钻有多排直径为25mm的圆孔,也可进出洗液。当六角辊将织物牵引过来时,洗液因自身重量自然地从圆孔中流出,织物也就从辊面脱离下来,折叠堆放在轨道上,按洗液流动方向沿轨道向前运行。
洗液槽循环交换的特点是:液位低、流量大、更换迅速。由于液位的高低会影响织物的折叠盛开和水洗效果,因此,液位的高度很重要,它与堆布高度有关。一般织物的折叠高度为六角辊一边长的1/2,液位则为六角辊高度的1/4。
为了保证织物在洗液中不左右跑偏,必须保证液流有规则地沿织物前进方向流动。导水板可使液流平稳地向前流动,防止洗液碰到墙板后产生涡流,致使布堆乱。
六角辊的速度应比落布辊超速7%~9%,这样,可对织物产生一种轻轻搓揉的动作。液面亦随六角辊的转动而产生振荡。当车速达到30m/min时,就能激起较强的振荡,对织物的蓬松回缩大有好处。
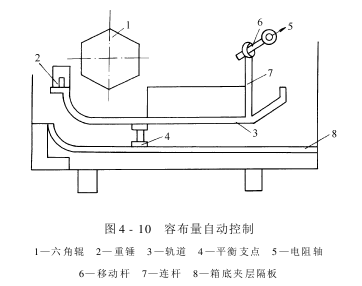
为了保证每格洗液槽同步,必须控制每格的容布量。图4-10所示是容布量自动控制的原理图。调节重锤,使之与设定的容布量平衡。当容布量发生变化时,堆布轨道就会绕支点上下摆动,通过连杆、移动杆,把这种摆动转换为电阻轴的圆周运动,使电阻发生变化而调整车速的快慢,达到容布量自动控制的目的。
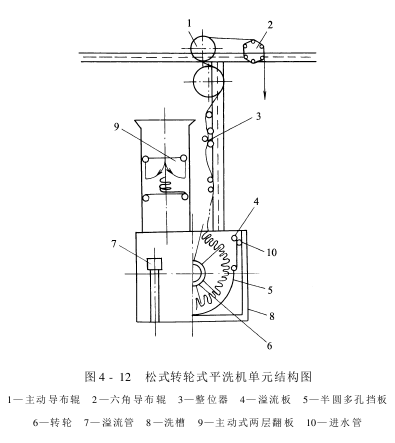
图4-11所示为松式转轮式平洗机,此机结构简单,操作方便,适用于中长化纤混纺织物的退浆和平洗。图4-12所示是它的单元结构图。织物由六角导布辊摆入小翻板,堆置36s后落到转轮的叶片上,叶片共有10片,长度为90mm,转轮空心轴直径为300mm,轴面布满圆形小孔,便于洗液交换。织物在转轮槽中浸泡洗涤3min后,经螺纹扩幅辊、整位器,进入主动导布辊,成S形运行,进入下一格。
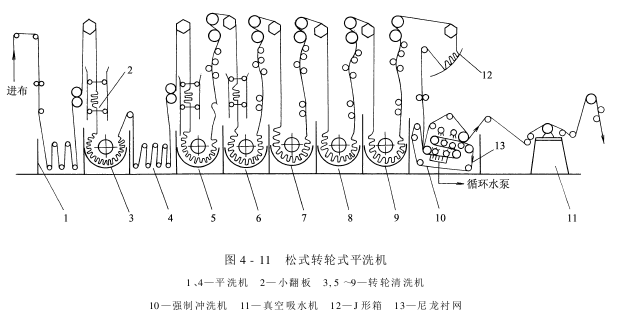
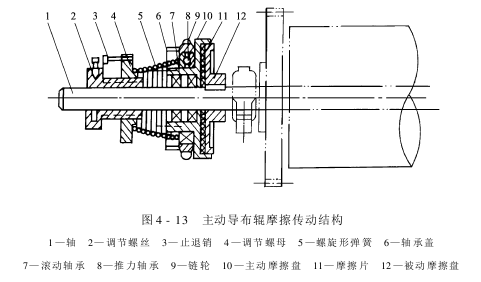
图4-13所示是主动导布辊摩擦传动的结构图。依靠调节螺丝、调节螺母和弹簧,可调节摩擦盘传递的力矩,从而达到控制织物张力的目的。
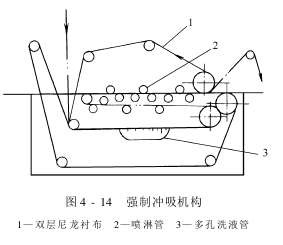
在松式平洗机的末级装有一个强制冲吸机构(图4-14)。它由双层尼龙衬网、喷淋管和多孔吸口组成。织物导入两层履带形尼龙衬网后,两面由上下喷淋管强制冲洗。织物中的洗液,则由多孔真空吸口吸去,达到提高洗涤效率的目的。

































