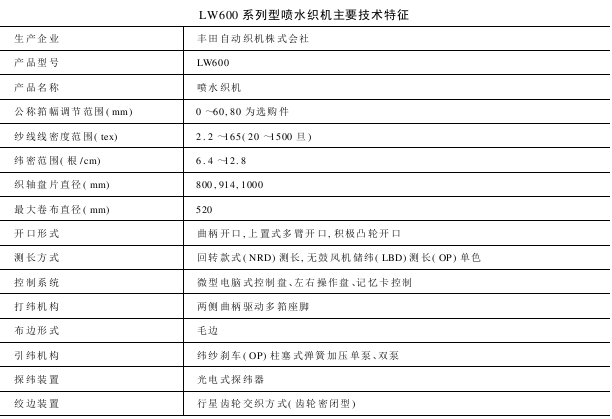
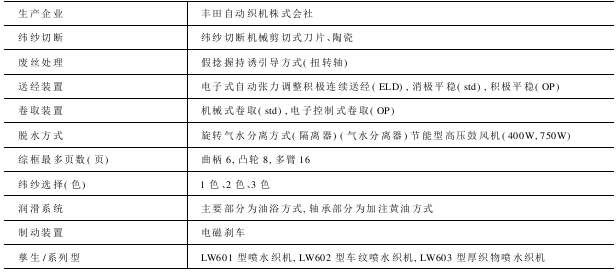
LW600型系列喷水织机是由丰田自动织机株式会社开发的新机型。其电子控制技术是从JAT610型喷气织机移植的。LW601型为通用机型,LW602型为平纹专用机,LW603型为厚织物织机。
适织品种 可织造中厚型和制作气囊等高克重织物,可对应不同种类不同粗细纬纱的投纬,可织造出高附加价值的产品。
主要结构 箱式机架,4根支撑脚,对装载电子装置的机架构造进行了重新设计,提高了耐久性。确保织机在低振状态下高速运转的同时生产出优良织物。另外,采用了新式的喷漆工艺保证机台的使用寿命将更为长久。
新型改良喷嘴(高速塔夫绸专用) 采用了改良型长筒整流导管,大大提高了喷出水流的集束性。
由于喷嘴的位置向织口处近移了6mm,所以投纬的可能角度比原先增大了30°。不仅使投纬的调节变得更加容易,而且由于减少了水泵压力及出水量,从而实现了柔性投纬。在减少纬纱张力防止纱线断头的同时提高了经济效益。
由于喷嘴的形状的改进和精度的提高,使喷射水流的扩散(爆发)而引起的经柳现象及经纱受损大幅地减少,在机台高速运转时也能织制出高技术的织物。
气体吸纱装置 双喷机纬纱剪断后,由气体吸引纬纱。特别是在织造强捻纱的时候,能够稳定纱端的状态,实现高速织造。
纬纱刹车系统 在双喷机测长针止纱时,可缓和投纬张力,对避免加工纱的紧纬及弹力纱的织造十分有效。纬纱刹车时间可通过多功能操作盘简单地输入。
光电式控纬器 在所有机型上都标准装备了能适应从原丝到强捻丝,从低旦丝到高旦丝广范围丝种的光电式探纬器,实现了机台高速稳定的运转。
无鼓风机式储纬测长(BLD测长) 由于舍弃了储纬用的测长鼓风机,大幅地节省了电力消耗。
带有与NRD测长相同的刹车机械,抑制了纬纱投纬时的张力,实现了超高速条件下的高品质织物的织造。
由于采用了数字控制,因而可根据纬纱的种类,通过多功能操作盘简单地输入测长针的最佳动作时间,此外,在机台运行过程中亦可进行设定变更。
回转鼓式测长(NRD测长) 在对应高速运转的NRD测长方式的基础上,改进了纱道,标准装备了涡轮风机,提高了高速织造的稳定性。
由空气流握持,将纬纱卷绕在旋转的鼓上进行储纬,对各种纬纱发挥了其广泛的适应性。纬纱自动减速装置能防止纬纱的突然张力变动。双色自由交换装置(送纬机构带罗拉式储纬器) 使用原先最适合多样性纬纱的LW独特的罗拉式储纬器。
由于数次投纬的纬纱被卷绕在罗拉滚筒上,张力保持了恒定。此外,作倾斜式旋转的罗拉式放纱机构防止了纬纱的相互重叠,即使对精细的细纱也能作非常柔和、稳定的测长。
可以变更罗拉所卷绕纱线之间间隔的间距可变机构和可以自由改变卷取张力的张力可变机构等。
测长电动机由变频器控制,可以缓慢起动和停止,因而使得纬纱的卷绕十分柔和。在高速运转时也能进行稳定的测长。
以前有接近开关来读取角度,现改为编码器方式。由于采用高速型电磁钩,进一步提高了高速追随性。此外,还可进行点动停止时的角度表示。
花纹、图案的选择 程序内藏式储纬器使花色组合及花色变更更加简单。FDU:999投纬×9999图案重复×3250步骤,EDU:最大可输入9999种投纬。莎丽、手帕等长型花纹也能容易设定。
由于装有与多臂同步的装置,在重新起动时无需重新对图案。
电子控制送经装置 同JAT610喷气织机一样也标准配备了装有AC伺服电动机的电子控制送经装置。
由于使用了电子控制送经,经纱能经常保持一定的最适当的张力,因而经轴从满卷到了机都能织造出高品质的织物。
防止停车档系统 配备了能有效防止织机停车后重新起动时停车档产生的机能。
时间机能(逆转机能),在机台起动前对预先设定的数次投纬进行正转或逆转,以此校正织口位置,同时对应停车时间也能进行校正。
可根据停台时间预先设定好数次投纬长度,以此来松弛经纱的张力,防止因长时间停台而引起的纱线伸长。在机台重新起动时,张力自动地回复。
织机点动同步,由于采用AC伺服电动机,针对织机的点动(正转/逆转)送经量进行同步追随。
消极平稳 由于采用了能适应从轻型到重型织物并根据织造的织物可进行变化的送经装置,提高了织物的品位。
积极平稳 积极平稳送经可保证送经与开口同步进行。最适合于高密度织物及加厚织物等对打纬要求高的织物。
高张力规格送经 由于采用了高刚性的构造和打纬多点支撑等方法,因而可适应高张力,并且可稳定地织造中厚型、高克重的织物(选择设定为消极平稳)。
水平织口 提高了胸梁的刚性并标准配备了大直径上卷布辊。由于提高了织口的稳定性,防止了撞击打纬现象,使得机台在高速运转下能实现稳定织造。
倾斜织口 为了对应不平衡多臂织物,采用了倾斜织口。为了对应高密度、高张力织物的S型卷取,采用了张力辊。这对防止撞击打纬现象的产生起到了强化作用。作为抗高张力机型,机台胸梁也得到了进一步的加强。
电子控制卷取装置 由预先设定的卷取密度计算出电动机的旋转数,通过速度控制,使电动机在一定的速度下旋转。此外,对于织机点动等动作,由位置控制来进行随动。由电子控制卷取装置(ETU)进行的密度设定完全可以通过多功能操作盘输入。因而无需使用变换齿轮。
由于卷取密度在每英寸0.1根范围内可进行调整,正确的密度制织成为可能。
配合由预先设定的4种卷取密度,纬密变更织物的织造也能进行。
自动找断纬装置 储纬测长机里装备了丰田公司独有的自动对织口装置,使得再启动作业变得非常容易。
织机停车后,使它自动缓慢逆转,在纬纱可被抽出的状态下停车。再启动时按READY钮和RUN钮即可。
针对高附加值和特种织物使用的选构件:
双泵 能实现纤度和特性相差很大的2种纬纱的稳定投纬。
即使在同种纬纱混合的情况下,由于各喷嘴都设定了最佳的投纬条件,因而能发挥高、稳定的投纬效果。
弹力纱规格 为了防止纬纱剪断后纱的端头弹回喷嘴,最大限度缩短了夹丝器和喷嘴间的距离。
纬纱刹车使布面左右张力均一化,提高了织物的品质。
投纬后纬纱由纬纱推杆握持,防止了端头纬纱的回弹,从而实现了左右张力的均一化。
CC(捕纬边经线)用单独开口装置 CC用单独开口装置不使用综框,由独立的装置驱动。
提高了可能的运转数。由于使用了该装置,实际上减少了2页综框的使用,缓和了对转速的限制。
实际上综框数增加了2页。由于通常用于CC平开口的2页综框能用来做地组织,因而多臂机上的16页综框全部能用来织造地组织。
可以对捕纱经线开口进行最佳的时间设定。对于捕纱边经线和综框这两种不同机能都能进行最佳的时间设定。
中间多点支撑打纬轴 对应高张力、高密度织物,采用强化胸梁及中间多点支撑打纬轴。
按钮式水喷射装置 停机后在再开机前只要按一下再启动试射READY按钮就可以了,无需再踏水泵的踏板。
预防了由于喷嘴内漏水引起的再启动时缺纬现象,大大提高了操作性。
同自动找断纬装置一起配合使用,在织机停车后再启动时只要按一下READY和RUN按钮就行了(由于因纬纱原因停车时必须在自动点动后除去纬纱)。
多功能操作盘 标准配置了新开发的多功能操作盘。
通过多功能面板可使机台的运转、正转/逆转等操作变得非常容易。
操作屏幕上用大而醒目的记号显示,没有凹凸面,外观非常简洁、美观。
可预先设定送经、卷取、测长等有关数据,i-TTCS系统有监控功能,工厂管理功能和其它功能。