一、主要类型
(1)按结构形状分类:可分为喷气筘、双层喷气筘。
喷气筘采用异形筘片、铝筘梁、树脂胶粘接,用于棉、化纤、玻璃纤维等各类纤维织物,双层筘采用异形筘片+弯片间隔排列,铝筘梁、树脂胶粘接,用于毛织物及具有扭曲作用的经纱织物。
(2)按筘齿形状分类:弯背型、直背型、长直背型、特殊型。
(3)按锥口形状分类:普通型、锥口型、双锥口型。
(4)按喷气织机分类:可分为津田驹型、丰田型、必佳乐型、道尼尔型、舒美特型。
(5)按扎筘型式分类:普通型、上双弹簧型、下双弹簧型。
(6)按喷嘴分类:单喷型、双喷型(双喷以上)。
(7)按织物边分类:光边型、毛边型。
二、主要结构
喷气筘的主要结构见图8-1示,由筘片、铝筘梁、半圆、弹簧、筘边、树脂胶组成。
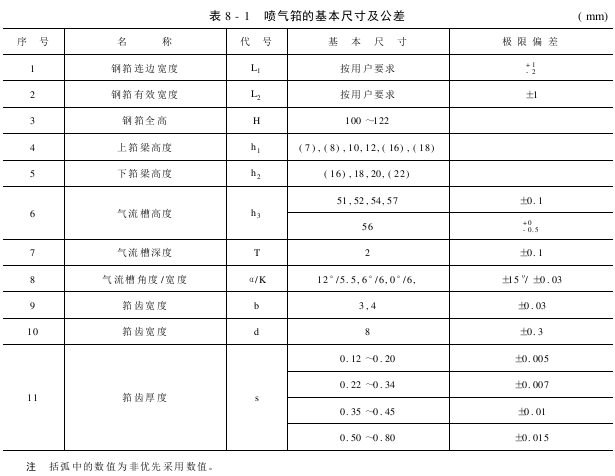
三、喷气筘的基本尺寸及允许公差
基本尺寸公差见表8-1。
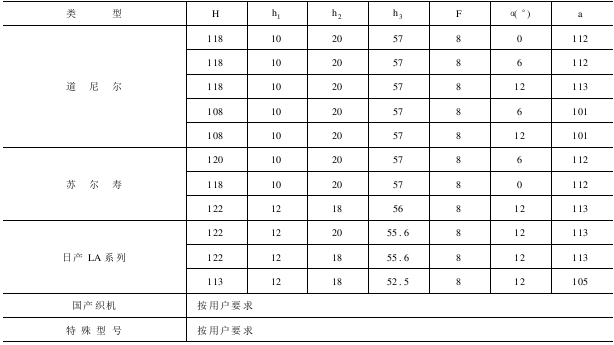
四、喷气筘类型及主要尺寸(按喷气织机分类)
按喷气织机的型号、类型与喷气筘主要尺寸的对应情况见表8-2。
五、术语及技术要求
1.术语
筘号:筘齿区间每10cm内的筘齿数。钢筘筘号以每10cm长度内的筘齿数表示,但在习惯上还沿用2英寸(50.8mm)及1英寸(25.4mm)长度内的筘齿数表示。
钢筘连边宽度(L1 ):左右筘边外侧间的距离。
钢筘有效宽度(L2 ):两端筘齿外侧间的距离。
钢筘全高(H):上下两筘梁外侧之间的距离。
气流槽高度(h 3 ):下筘梁底部到气流槽上平面之间的距离。
气流槽深度(t):下筘梁前平面到气流槽底面之间的距离。
气流槽角度(α):气流槽上平面与下平面的夹角。
气流槽宽度(K):气流槽底面的宽度。
筘齿节距:筘齿厚度与筘齿间隙之和。
空间率:两筘齿间的空隙占筘齿节距的百分比。
2.技术要求
钢筘的基本结构和尺寸及极限偏差应符合表7-1之规定。
筘齿采用不锈钢材料制造。
筘齿表面粗糙度为Ra0.1~0.2。
筘齿表面硬度为:齿厚(S)>0.30mm,其表面硬度≥400HV;齿厚(S)≤0.30mm,其表面硬度≥480HV。
筘梁采用高强度铝合金型材,抗拉强度≥177MPa,其表面硬度≥60HV0.2。
筘齿侧面与下筘梁底平面垂直要求为90°±1°。
筘齿侧面与下筘梁前平面的垂直要求为90°±1.5°。
筘齿、筘梁、半圆和筘边粘接牢固,注胶饱满,表面整洁无胶珠。
筘齿排列整齐、均匀、无软齿和弧形齿,筘表面平直光滑、无棱角、毛刺、锈斑等缺陷。
筘齿总数相对误差<0.1%。
筘底平面的平面度任意1m长度内为1mm。
在异形筘有效宽度内任意10cm长度的筘齿数应符合钢筘号。
钢筘气流槽性能应为气耗低、气流变化平稳,并能保证喷气织机顺利引纬。
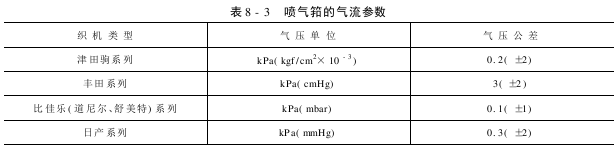
喷气筘的气流参数(气压值)是一项重要的技术指标,有喷气织机制造厂设定和纺织企业设定两种。一般是根据喷气筘型式结构的不同,织物纤维的不同及筘号的不同来设制,目前国际上通常使用的喷气筘气压值单位有4种,见表8-3。
气压值曲线根据织机的型式也不相同,通常有直线和曲线两种。
目前国内制造厂气流检测仪型号多样,而且使用的条件和输入的气压不同,检测的数值有一定的差异。常州钢筘有限公司引进日本和欧洲最先进的气流检测仪及相关技术资料、数据、波形线、气压值等与国际接轨,完全满足各种织物类型和织机机型对气流的要求。
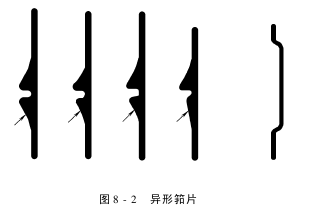
六、喷气筘异形筘片规格
(1)异形筘片见图8-2:SUS301不锈钢制造,硬度值HV500~550,筘片的长度与筘高相关连,筘片的宽度为4mm,筘片厚度与筘号相关。筘片的形状、角度、厚度、光滑度、光洁度、气流槽形状及筘片材料都会对纱线通道及织物质量、生产效率产生重大影响。
(2)玻璃纤维筘片:SUS420j2不锈钢材料制造,硬度值HV500~550,马氏体组织以增加其耐磨度。
(3)双层筘弯片:SUS301不锈钢制造,主要用于双层筘喷气筘。
七、筘号与筘片厚度
空间隙率优选63%~68%(短纤)见表8-4,仅供参考,可根据实际情况选择。
空间隙率优选55%~60%(化纤)见表8-5。