棉花加工的计算机管理系统主要为工艺监控系统和棉花加工自动控制系统两大部分。
(一)轧花工艺监控系统
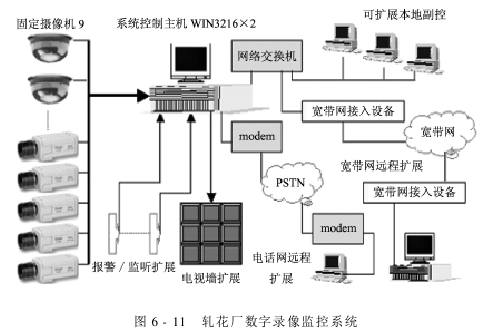
轧花厂采用监控系统的特点:
(1)主控用户可以同时对多路信号进行管理;通过画面分割器可同时观察一路或多路画面。
(2)通过控制键盘可控制很多可变镜头进行拉伸、聚焦等动作,实现对被监控物体的特写和全景观察。
(3)通过控制键盘可对机台进行水平及俯仰转动的控制,方便寻找所要观察的物体。
(4)使用硬盘录像可以保存历史画面。
(5)图像质量达到电视级或VCD效果。
轧花厂数字录像监控系统如图6-11所示。
(二)棉花加工自动控制系统
棉花加工自动控制系统目前主要为子棉烘干在线控制、皮棉加湿在线控制和棉包回潮率在线测试装置。
在线控制子棉烘干和皮棉加湿是使用红外水分测试仪在线检测子棉的含水率,检测结果传输至控制室的控制台,控制台的自动化设备根据含水率自动调整子棉烘干机或者皮棉加湿机,使子棉的含水率保持在7%~8%(根据经验可调整),同时控制台也可以发出指令控制轧花机的转速,使之达到最佳加工效果。
棉包回潮率在线测试装置是为适应棉花质量检验体制改革要求,为棉花加工厂在线自动检测棉包回潮率而专门研发的智能产品,可与条码系统、IC卡码单系统、烘干系统相集成。该测试装置是利用棉花回潮率与其电阻的关系设计的。其传感头的样式有环形和针式两种,但其设计原理和电路结构完全相同,软件流程稍有差别。
(三)水分在线测试与控制装置的设计原理
子棉、皮棉水分在线检测和棉包回潮率在线测试装置,比较成熟的技术是红外水分测定技术。两者设计原理和电路结构完全相同,软件流程稍有差别。
1.棉纤维的导电性能
纤维的导电性能一般用质量比电阻ρ m表示。空气相对湿度30%~90%时,质量比电阻ρm与回潮率W有以下近似关系:
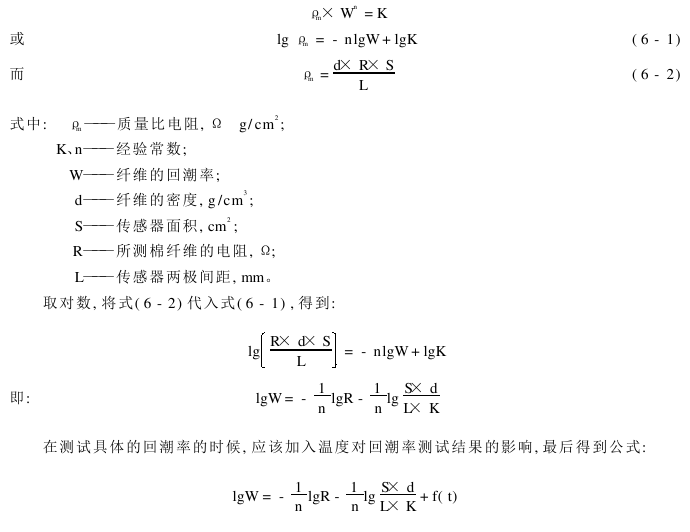
式中:t———温度,℃。
2.温度对棉纤维导电性能的影响
含水棉纤维的电阻随温度升高而降低,其中lgρ 对于温度的变化率,随回潮率和温度的不同而不同,棉纤维的回潮率越大,温度对其影响越大,棉纤维回潮率越低,温度对其影响越小。
多年的经验表明,回潮率在7%以上,以20℃为基准,棉纤维温度t每增加1℃,回潮率修正-0.1%,棉纤维温度每减少1℃,回潮率修正+0.1%,修正值C=0.1×(20-t)
式中:C———棉纤维回潮率修正系数;
t———温度,℃。
回潮率在7%以下,在低于20℃的环境下,根据回潮率温度补偿表进行温度补偿,而高于20℃的环境,仍然按上式进行修正。
3.测试原理
每种分子键都可以吸收某固定波长的近红外线的光能。例如水分子中的O—H键﹑油类和有机物的C—H键﹑蛋白质中的N—H键等。物体对某固定波长近红外线光能的吸收程度,反映出物体中相应成分所占的比例。探头通过红外滤光片连续地发出一连串的光束,其中一部分光束被测试的物体吸收,其余不吸收的光束被反射,这些被反射的红外线能聚焦在探测器上。探头内的电子组件把探测器收集到的光束形成一个值,这个值表明了某种成分所占的比例。
简言之,先测定棉包回潮率,再做温度修正,得到最终正确的回潮率。
4.技术要求
(1)测量范围:装置测得的读数,是棉包的回潮率,其测量范围是中层4%~7%,下层7%~13%。
(2)直流工作电压:中层测试电路90V±2V,下层测试电路45V±2V。
(3)棉包密度:棉包密度应符合GB/T19820—2005标准的要求。
(4)测量精度:用校准电阻校验,精度应达到以下要求:
(5)温度测试范围:-30~40℃。