1.小直径轧辊
为了提高轧水效率,取得较低的轧余率,可通过减小轧辊直径来获得。在同样的压力下,较小直径的轧辊,可以获得较大的线压力和轧点压强。但是,小直径轧辊的刚度也小,易造成轧液的不均匀。在三辊轧车中,可采用小轧辊配在中间的形式加以克服。在两辊轧车中,则可通过改进加压方式加以克服。
2.气袋均布加压式轧车
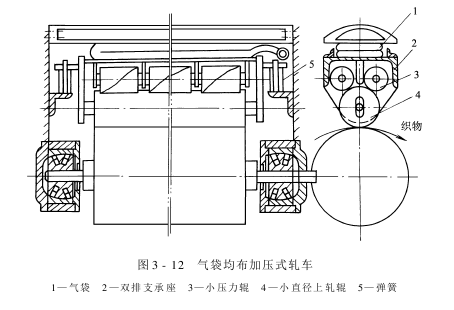
图3-12所示是气袋均布加压式轧车示意图。轧车顶部有一只气袋。当压缩空气进入气袋后,迫使气袋向下膨胀,通过双排支承座及多个小压力辊,使小直径的上轧辊加压。这种轧车的轧余率可比一般轧车降低20%左右。而且,轧液比较均匀,压力波动也小。其缺点是加压和卸压的动作比较缓慢,且上轧辊表面易被压力辊磨损。
3.水压式轧车
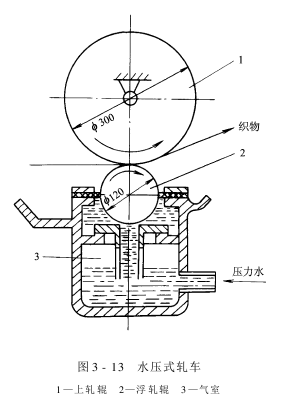
图3-13所示是水压式轧车示意图。其上轧辊为橡胶辊,固定于机架,下轧辊是一只浮在水面上的小直径辊,称为浮压辊,用尼龙材料制成。利用水压系统,将浮压辊均匀地压向上轧辊。这样,小直径的浮压辊就不会产生挠度。但是,由于需要配备一套水压系统,密封件又易磨损,因此,水压式轧车现在较少使用。
上述几种轧水机都是依靠轧车的轧压作用,把水分从织物中排除。这种轧压作用能排除的大部分是织物表面的水分,至于纤维或纱线空隙中的水分,则只能排除小部分。因此,单纯靠增大轧点压强来降低轧余率是有限度的。为了进一步提高轧水效率,出现了使用吸或吹的方法来排除更多水分的新型轧辊和轧车,这就是微孔弹性轧辊和压缩空气喷射式轧车。
4.微孔弹性轧辊
微孔弹性轧辊是一种由涂胶纤维薄片经压制而成的高效轧水辊。在同样的条件下,它的轧余率可比普通橡胶轧辊降低13%以上。
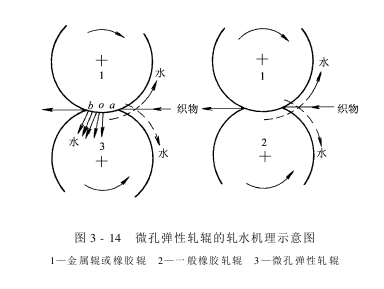
微孔弹性轧辊的轧水机理如图3-14所示。由于辊体微孔的毛细管作用,当弹性轧辊与织物接触时,织物中的水分被吸到微孔中。同时,由于辊体具有较好的弹性,当织物进入轧点至轧点中点(图中ao段)时,微孔中水分及空气被压出,且轧辊对织物纱线间的水分进行挤压;当织物进入轧点中点至出轧点(图中ob段)时,轧压力减小,辊体回弹,微孔扩张恢复,形成局部负压,织物中的水分被吸到微孔中,大大降低了轧余率。
为了使微孔弹性轧辊连续工作,必须将吸入微孔中的水分及时排出,图3-15为其连续轧水的示意图。在微孔弹性轧辊轧点的另一侧,安装一根附加挤压辊,用它即可将轧辊微孔中的水分预先挤压排除。微孔弹性轧辊不仅可提高轧水效率,而且由于轧压力较低,对加工织物和轧辊自身的损伤很小,尤其适用于针织物等不宜承受高压的织物。但是,随着使用时间的增加,轧辊的弹性将会逐渐减低,影响轧余率。另外,由于轧辊微孔吸水需用一定时间,因此,限制了车速的提高。
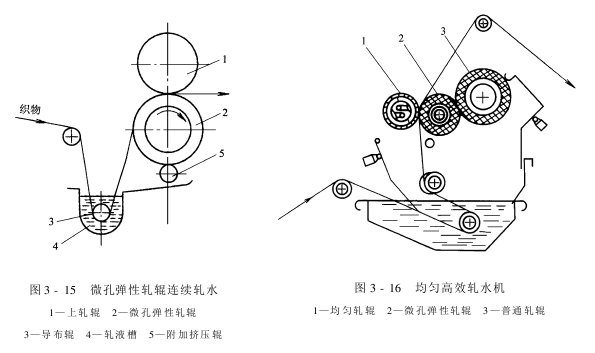
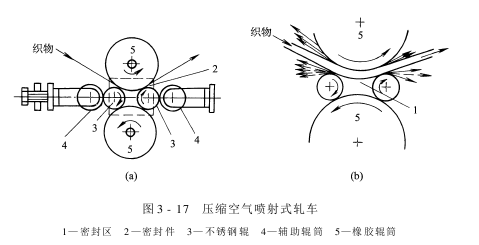
图3-16所示为一种均匀高效轧水机。它是把微孔轧辊与均匀轧辊搭配使用组成的三辊卧式轧车。第一根为小直径(169)均匀轧辊,第二根为微孔弹性辊,第三根为直径较大(240)的普通轧辊,既做承压辊,减小弹性辊挠度,又做附加挤压辊,消除微孔中的水分。
5.压缩空气喷射式轧车
图3-17所示的压缩空气喷射式轧车,是一种轧压加喷吹的新式轧水机,具有轧水效率高和轧液均匀的特点。它由上、下两根反向回转的主动橡胶辊及两根被动的小直径不锈钢辊构成一个密封区,通入压缩空气。轧水时,织物上的水分随压缩空气一同呈水珠状喷射出去,大大提高了轧水效率。
这种轧车轧余率低,轧液均匀,渗透性好,可避免织物轧伤,并能改善织物的手感和丰满度。
因此,对提高产品质量有一定的作用。但是由于轧车气密性要求高,制造和安装的精度也较高,使这类轧车的应用受到了一定的限制。

































