1.针织物丝光机
棉针织物的组织结构不同于机织物,具有一定的弹性且易变形,故丝光时应从针织坯布、丝光机构、丝光工艺条件及丝光助剂方面加以考虑,以获得最佳效果。
针织物加工时有圆筒状和割幅的平幅状,故丝光机也有两种类型,现介绍圆筒针织物丝光机。如图6-34所示。
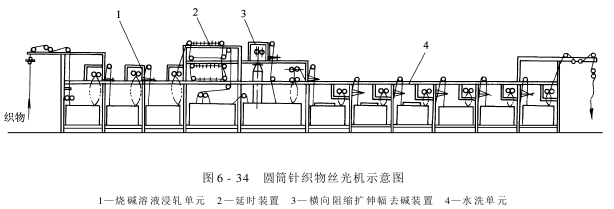
(1)进布装置:进布装置有两组环状导布器,可以调节平幅针织物宽度,起扩幅、去皱、展平的作用。
(2)浸轧碱液装置:由三只烧碱溶液浸轧槽组成,织物浸渍碱液后,即被压缩空气吹成“气鼓”状,可以增加织物张力,去除浸轧时的边皱及前加工时的绳状折痕。
(3)横向阻缩扩幅去碱装置:针织物先在五只300mm不锈钢多孔空心辊的作用下,利用摩擦阻力防止横向收缩,然后置于直径可调的立式圆筒扩幅器上。
圆筒针织物自下而上包在该扩幅器外运行。扩幅器外有两只环形喷淋管向针织物喷淋70~80℃淡碱液,针织物经轧液后,再经充气形成气鼓喷淋热淡碱液,去碱轧液后进入水洗出布装置。
2.纱线丝光机
纱线丝光机有绞纱丝光机、喷射式绞纱丝光机等。绞纱丝光机分为双臂式绞纱丝光机和回转式绞纱丝光机。
(1)双臂式绞纱丝光机:双臂式绞纱丝光机可分为半自动和自动式两种。
自动双臂式绞纱丝光机设有套纱辊筒两对,分别安装在机身的左右两边。套纱辊筒间的距离和转向的交替更换能自由调节。每对套纱辊筒的中间有一只辊筒,在其上面设有一根硬橡胶轧辊,用于轧除绞纱上的碱液和帮助碱液向棉纤维内渗透。轧辊能自由升降,由油泵加压。每对套纱辊筒的下面各设有盛碱盘和盛水盘。盛碱盘用于盛丝光碱液,能自由升降;盛水盘用于承受洗下的残碱液,能自由移动,并与残碱液贮槽相通。套纱辊筒上面或中间设有喷水管两根,用于冲洗绞纱上的碱液。喷水管的启闭能自动控制。半自动双臂绞纱丝光机,仅套纱辊筒间的距离以及碱盘的升降能自动控制。双臂式绞纱丝光机结构示意图如图6-35所示。

自动双臂式绞纱丝光机丝光操作时,先将预先配制并冷却至一定温度的丝光液盛于碱盘中。将预先准备好的一定量的绞纱套于辊筒上,开动丝光机,辊筒即撑开至设定的距离,当碱盘升起时,纱线即浸于丝光碱液中,此时辊筒不断转动,纱线也随之转动,转向交替更换。在此过程中,辊筒张力先略放松,以后恢复原来张力。轧辊则以要求的压力施压于一只辊筒上。经过顺转1min,倒转1min后,轧辊停止施压,同时碱盘即下降。当水盘移动到辊筒正下方时,喷水管即开始喷洒温水,同时轧辊又恢复施压。经过一定时间的喷水冲洗后,喷水管停止喷水,轧辊停止施压,辊筒也停止转动,同时水盘移开,辊筒即相互靠近。将绞纱自辊筒上取下,进行酸洗和水洗。
(2)回转式绞纱丝光机:回转式绞纱丝光机设有套纱辊筒八对,放射形地安装在机身中心的回转装置上,如图6-36所示。
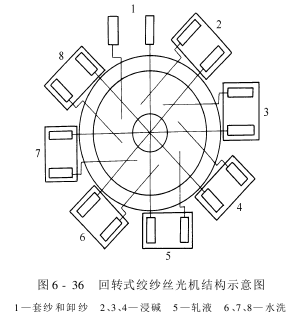
套纱辊筒间的距离和转向能自由调节。八对套纱辊筒分占八个位置。除位置1的一对套纱辊外,其余每对套纱辊下分别装有盛碱盘和盛水盘。2、3、4为浸碱部分,各设有盛碱盘一只。
在5中轧液部分处设有一根轧液辊,以轧去多余的碱液。6、7、8为水洗部分,各设有喷水管、轧辊和盛水盘。盛碱盘能自动升降,盛水盘和残碱贮槽相通。轧辊由硬橡胶制成,由油泵施压,能自由升降。整个回转装置,套纱辊间的距离,转向的交替更换,碱盘的升降,轧辊的升降,喷水管的启闭,都能自动控制。
回转式绞纱丝光机丝光操作时,先将预先配制并经过冷冻至一定温度的丝光液盛于位置2、3、4的碱盘中。将预先准备好的绞纱套于位置1的辊筒上。开动丝光机,辊筒即撑开至设定的距离,同时回转装置开始启动。辊筒由位置1回转到位置2,位置2的碱盘即升起,纱线即浸于丝光液中,在辊筒上转动,转向交替更换。
经过一定时间的处理后,辊筒由位置2回转至位置3,以同样方式进行浸碱(此时辊筒张力略放松)。辊筒由位置3回转至位置4,以同样方式进行浸碱(此时辊筒又恢复原来张力)。辊筒由位置4回转至位置5,轧辊以要求的压力施压于一只辊筒上进行轧液。经过一定时间的轧液后,轧辊停止施压,辊筒由位置5回转至位置6,喷水管开启,进行水洗。经过一段时间的洗涤后,水管停止喷水。辊筒由位置6回转至位置7,以同样方式进行温水轧洗。辊筒由位置7回转至位置8,以同样方式进行冷水轧洗。辊筒由位置8回转至位置1,辊筒停止转动,并相互靠近。将绞纱自辊筒上取下,进行酸洗和水洗。

































