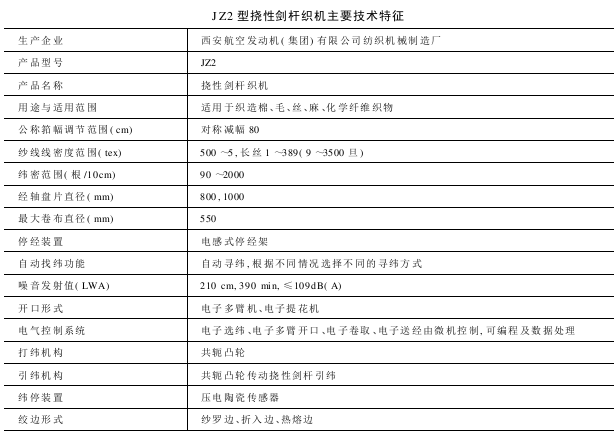
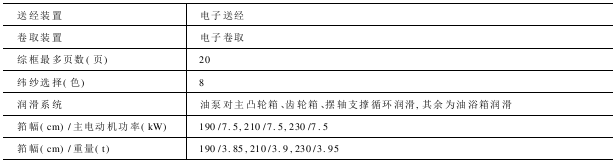
JZ2型挠性剑杆织机是西安航空发动机(集团)有限公司纺织机械制造厂自行开发研制的新一代高档织机。该机的自动化水平比较高,织造的工艺参数,如织物组织、纬密、选纬程序及经纱张力等都可以通过人机对话的方式输入,操作简单,检索快速。微处理器可对织机的运行状态及运转性能作实时监控,使电子送经,电子卷取在微处理器的控制协调下得以实现。用户改换品种时,只需按菜单的要求选择输入对应的具体要求参数即可。显示系统可以即时显示织 机当前状态下的运转状态。
适织品种 该机具有广泛的品种适应性,从非常轻薄的真丝、长丝织物到700~800g/m2的工业用布都能织造。适用于棉、毛、丝、麻等天然纤维,各种合成纤维、再生纤维、玻璃纤维等。
线密度范围为500~5tex,长丝范围1~389tex(9~3500旦)。
织机的织造转速最高可达550r/min,入纬率最高可达1400m/min。
该机除可织造正常的纬密织物外,还可以织造变纬密的织物。
主要结构 机架由平板式铸铁墙板及板焊件胸梁圆梁及槽钢底座组成,使其形成一个坚实的整体框架,织机的重心更低,即使在高速运转下也不必与地面粘接固定,机脚直接置于地面上,中间加垫特制的垫子即可。
开口系统 配置的是2650型电子多臂,可适应织机的高速运转,可直接由控制面板输入所需的织物组织,最多可带20片综框,该型多臂的最大纬循环可达6400纬,由独立油浴箱通过旋转体甩油润滑。
还可配装电子提花机,织造大提花织物。对一些高档织物和毛织物,可配装布边提字机织造带有商标的布边。
主传动 织机由7.5kW的主电动机与主离合器组成主传动,可以保证快速启动和制动,改变主电动机皮带轮片的距离(增减皮带盘之间的隔片数量),可改变织机的转速。与离合器输出端相连的是织机主传动轴,其两端连接左右凸轮箱的输入齿轮,拖动左右凸轮箱运转。在左凸轮箱外侧装有由各自电磁铁控制的慢车及寻纬离合器,由0.55kW电动机拖动。该离合器有两个功能,一是织机可进行慢速运转,方便调整织机。另一功能是驱动织机进行寻纬运动。
慢车离合器外侧装有齿形带轮,带动开口机构及织机主编码器运转。
左右凸轮箱装有引纬打纬共轭凸轮,连杆及调整钳纬器动程的滑块等。
引纬系统 引纬由共轭凸轮驱动,通过摆轴连杆及齿轮系统驱动剑杆拨盘、钳纬器。剑杆带是由高强度的复合材料制造,其截面尺寸是同类剑杆织机中最小的。由铝合金制造的剑杆头尺寸也进一步缩小了截面尺寸。保证梭口的开口高度进一步缩小,仅有28mm,是同类剑杆织机中开口高度最小的,走剑道由固定导轨和活动导轨组成,固定导轨是由不同长度的型材组成,变形小,精度高,改变织物幅宽只需增减固定导轨的伸出量即可。活动导轨装在分离式筘座上,走剑道由浮动式导钩组成,剑头剑带被托持在下层经纱上方1mm处,经纱与剑带不接触,即没有相对摩擦,这种导钩特别适用于低特长丝、粗纺纱、多毛羽纱或低特低张力纱。
打纬机构 打纬运动由共轭凸轮驱动,筘座及筘座支承臂是由铝合金制成,刚性极强、变形小。打纬轴被支承在两只轴瓦上(宽幅织机3只支座),轴瓦由润滑系统强迫循环润滑。
送经系统 该机送经系统由后梁及张力感应系统探测经纱张力变化的信号不间断地传输给控制箱,按照对经纱张力要求的预置值,经计算机处理后控制送经交流伺服电动机,从而改变经纱的送出量,有效保证在织造时经纱张力稳定在要求的范围内。后梁的前后、高低位置根据织造要求是可调的。送经电动机驱动由两级减速齿轮和一副蜗杆组成的减速箱,再经过一级齿轮减速后驱动经轴。经轴边盘直径800mm。电子送经齿轮箱是一单独的油浴箱润滑。在后梁与综框之间有电感式停经架可保证经纱断头后织机立即停车。
卷取系统 电子卷取系统由交流伺服电动机驱动减速箱,一个直径193mm、表面包覆砂布的卷取辊,将织物稳定的牵离织口。卷布辊由链轮通过摩擦离合器拖动,卷布直径最大可卷绕550mm,根据用户需求,在卷布辊上方可增加防皱棒,使织物平直地卷绕在卷布辊上,该卷取装置由控制面板直接输入所需的织物纬密。
开车痕的补偿 避免织物在停车后出现开车痕,是纺织企业最为关心的布面质量问题之一。可以通过控制面板参数的设置可对不同类型的织物出现的不同宽度的开车痕进行补偿。
其补偿量可以任意选择,因为防纬档是由微机同时控制电子送经和电子卷取同步运作的,可以最大限度地避免出现开车痕。
润滑系统 各传动摩擦件的充分润滑是织机可靠运行的保证,为此该机润滑有专门设置的循环润滑系统。由主电动机带动的齿轮泵将润滑油输往凸轮箱、齿轮箱、打纬支承座等处喷淋循环润滑。
油浴润滑,如卷取减速箱、送经减速箱、慢车离合器、多臂机、选纬器等传动件浸在润滑油中润滑。
油脂润滑,对拉杆各关节,积极式剪刀弹簧连接销,边剪上弹簧连接销,后梁支承轴上的轴承,独立织边器上的凸轮、传动杆、后梁弹簧的连接销等。
控制系统 使用操作分为两部分:一是编制织物的工艺参数,可直接通过控制面板给微机输入纬密、经纱张力、织物组织、选纬程序、经停、纬停形式、经停、纬停经纱张力补偿及倒车圈数、停车位置、剑头进出时间、综平时间以及纬纱检测时间等参数。二是挡车工操作十分简单,在织机的电控箱上有电源、主电动机、吸尘器电动机的按钮开关,在织机的前靠板上左、右各有一组控制按钮,分别控制卷取、停车、开机、向前寻纬、向后寻纬、慢车等功能。在方梁上左右各有一个紧急停车按钮。在电控箱上有织机运转指示灯分别显示经停、纬停、开车等信息。只要工艺参数选择合适,控制系统可自动监控整个织造过程。
电控箱还有数据记录处理功能,可即时显示出当前织机所处的状态及数据的统计。
型号示意: