(1)异形筘的结构形式与织机引纬系统等设计是相一致的。一般情况下不同喷气织机上的喷气筘不要相互通用,以免出现织物缺陷及损坏钢筘。
(2)新钢筘在使用前应检查筘号、结构、牢固度、筘片弹性、筘齿均匀度,筘面平整度、光洁度,以及筘片与筘梁的垂直度,气流槽高度及深度尺寸,有条件时应检查气流值是否符合要求。
(3)钢筘在下机后应及时清刷浆垢等,再检查各部位的情况,并按喷气筘的各项要求进行修整,修整后的钢筘妥善放置。
(4)从修筘房拿出来的钢筘或委外修理的钢筘一定要符合质量要求,发现问题应及时纠正。
(5)穿插筘时应掌握正、反方向,避免穿错,穿筘的机械和工具要适宜,穿筘工具的厚度应与筘片间隙相适应。一般100/50.8cm使用120号筘刀,60~100齿/50.8cm使用100号筘刀,60齿/50.8cm以下使用80号筘刀。操作要熟练,并符合要求,初级手一般不要穿高密度喷气筘。
(6)经停穿筘,按织物工艺设计要求的穿筘法,找出与断头同筘齿的经纱提起,用专用工具在异形筘上端穿插,直出直入,不准滑动磨筘,动作要轻。
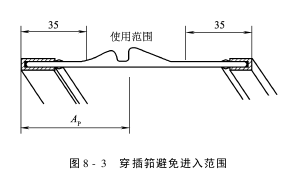
(7)穿插筘工具在喷气筘上下的35mm范围以内,避免进入,以免钢筘齿断裂或软齿,出现筘路。见图8-3所示。
(8)喷气筘不能重压、叠放,筘面气流槽部分不能相碰,以免损伤筘齿。
(9)边撑位置要适当,以免损伤筘面。
(10)车间的温湿度要适当,经常通风,以调节温湿度和排除飞棉、浆料,温湿度与纱的种类、浆料、上浆纱的干燥度有关,温度控制在25~28℃之间,棉纱湿度73%~78%,涤棉混纺纱65%~70%为宜。
(11)钢筘的固定:织轴上机织造时,紧固喷气筘必须使用力矩扳手,用5N m(0.51kg m)的力矩扳手从中间往两边逐次拧紧螺钉。校对入口位置,应避免撞击左侧筘边出现弯齿。
(12)织口在筘槽的位置及游动量
①织口在筘槽的中心位置偏上为好,打纬时离上缘间隙不少于0.3~0.5mm。
②喷气筘槽的宽度主要有5.5mm和6mm两种。因此织口不能作上下大幅跳动,如果织口跳出此区域,容易被高低峰碰伤布面及碰坏筘齿。