1.进厂验收
(1)喷气筘装入塑料袋中并封口,用适合的纸盒或木盒逐片包装,以免损伤筘齿,每5~6片盒装筘再装入由木板箱的外包装箱内,运输时能做到一定数量的木箱固装,使钢筘在箱中不易移动,保证运输中不受损伤,每片喷气筘应附产品合格证和产品使用说明书。
(2)检查是否在运输中被雨淋、冲撞等。
(3)根据标明的数量,核对实际数量,并统计总数量。
2.喷气筘的质量检验
(1)钢筘连边长度、筘有效宽度用钢卷尺测量,筘全高筘梁厚度用分度值为0.01mm的游标卡尺测量,气流槽高度、气流槽深度用专用量具测量。
(2)筘齿表面粗糙度用粗糙度仪或粗糙度比较样块测定。
(3)筘齿厚度用分度值0.001mm的千分尺测量。
(4)筘齿硬度按GB/T4342规定进行测定(或验核材料质检书)。
(5)筘齿侧面与下筘梁底平面的垂直要求用专用量具测量。
(6)筘齿侧面平面与下筘梁前平面的垂直要求用分度值为0.03°的万能角度尺测量。
(7)筘齿总数用钢筘计数仪测量。筘齿总数的相对误差按下式进行计算:
(8)筘底平面度应在平台上用塞尺测定。
(9)筘的外观质量,采用手感目测法。
(10)筘的性能应在专用试验设备或在喷气织机上测定。
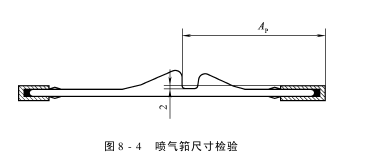
3.喷气筘重要尺寸检查验收
为保证织机准确操作,必要时对喷气筘以下尺寸进行检验,见图8-4。
(1)尺寸AP,公差±0.1mm。
(2)尺寸2,公差±0.1mm。
4.气流值验收
(1)根据气流值要求,查验是否符合要求。
(2)使用织机厂提供的手提式气流检测仪,检测对比。