平衡生产供应的方法,是将各车间的喂入量和生产量进行核算和平衡,上一车间的生产量即为下一车间的喂入量。但要注意,各车间除了生产产品外,同时产生一定数量的回花和下脚,这些回花和下脚在计算生产供应时必须予以考虑。如两个细纱车间生产相同数量的细纱,若产生的回花和下脚量有所不同,那么两个细纱车间租纱的喂入量也就不同。
回花和下脚的大小,随原棉品质、纺纱线密度、温湿度、机械设备、纺纱断头率和工人操作水平等不同而不同。纺纱厂各车间回花、下脚的类别及其数量见表3—24、表3—25。
纤维原料有一定的吸湿性能,在加工过程中,纤维将随本身所含水分及周围环境温湿度的情况而吸湿或散湿。但各工序的回潮率并不恒定,所以,计算各车间的生产量和喂入量
时,还要考虑原棉、半制品和成纱的回潮率。以纺棉为例,为了正确地进行平衡,如使用特数制,应折合成公定回潮率8.5%时的生产量。
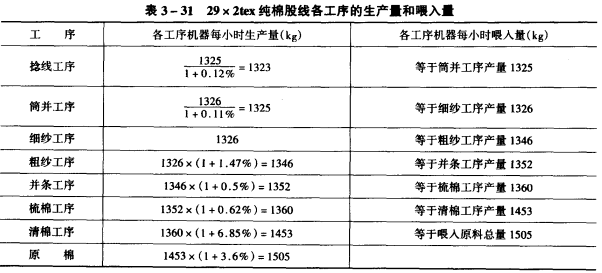
纺纱生产供应的平衡是以细纱车间为中心,向前后各车间远次平衡,具体方法如下。
平衡细纱以前各车间生产供应,可用下式核算: