轧花工艺要求轧净棉子上的长纤维,又不损伤纤维天然的物理性状。根据轧花机理可知,要达到这一要求,必须使棉子和长纤维受到不同方向的外力作用。锯齿轧花机的中箱为其创造了条件,中箱的几何形状可以使子棉形成卷体,利用锯片滚筒在中箱内的位置,使锯齿在勾拉子棉纤维的同时,对子棉卷产生作用力矩,使子棉卷做旋转运动。正因为子棉卷的转动,锯齿才能均衡、高效地勾拉纤维;同时轧净纤维的棉子才能顺利排落。由于子棉卷与锯片滚筒的转动速度、转动方向存在差异,特别是在轧花肋条排工作点处存在较大差异,轧花的力学条件才得以满足。
(一)子棉卷运动的形成过程
轧花前,先在中箱内放入一定数量的子棉,以便开机后很快形成子棉卷。轧花时,前箱的子棉由锯齿勾拉着通过阻壳肋条排上部间隙进入中箱,并分布在子棉卷的外表层,如图8-15所示。
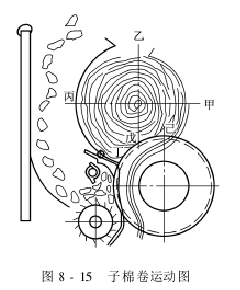
从棉子梳到轧花肋条排工作点的锯片弧长上,锯齿继续勾拉子棉纤维。被锯齿勾拉的子棉随锯片运动,但该子棉同时又受到子棉卷的牵制,因此锯齿勾拉的纤维束中部分纤维从棉子上拉脱下来。在轧花肋条排工作点处,锯齿勾拉子棉纤维进入肋条间隙,其中的大部分纤维与棉子分离。已被拉脱了部分纤维的子棉被轧花肋条排阻留在中箱内。由于后续锯齿不断地将拉脱了部分纤维的子棉留在工作点上方,故此处的子棉挤得很紧,并沿着轧花肋条排的表面向上挤,推动前面的子棉向上移动。结果甲区的子棉向乙区运动,随后向丙区、丁区运动,形成子棉卷外层的运动。当子棉运动到棉子梳附近,与新进入中箱的子棉会合,再次被锯齿勾拉进入己区。轧净纤维的棉子从棉子梳附近排出机外。这种过程周而复始,不断地带走纤维和排落棉子,又不断地勾入子棉来补充,中箱内的子棉始终成稳定的卷体状态,不停地沿着中箱内壁运动。
子棉卷是由子棉、毛子、游离纤维、棉子等组成的混合体。尽管子棉卷内层子棉没有与锯齿接触,但由于内外层子棉间相互牵制、抱和,当子棉卷外层转动时,层与层之间的摩擦力牵引了内层子棉随外层一起运动。这样,整个子棉卷就围绕一定的中心做旋转运动,也为棉纤维顺利地从子棉上被剥下创造了条件。
(二)子棉卷运动的基本条件
子棉卷正常运转是保证良好轧花状态必不可少的条件。为保证锯齿连续、均衡地勾拉子棉纤维,子棉卷正常运转必须具备下列条件:
(1)子棉卷应具有一定的密度。具有一定紧密度的子棉卷,其各个单粒子棉之间才能适当地相互挤压,形成一定的摩擦力以传递力矩,使子棉卷内外层相互牵引,形成整体运动。
(2)锯齿对子棉卷的牵引作用力矩必须大于工作箱壁对子棉卷的摩擦阻力矩。为了增加锯齿对子棉卷的牵引力矩,可以采取以下措施:
①抬高锯片滚筒,增加工作箱中锯片的工作齿数。
②保持锯齿的锋利程度;不断齿、不倒齿;刷棉要干净。
③适当减小压力角。
为了减少工作箱壁对子棉卷的摩擦阻力矩,可以采取下列措施:
①提高工作箱内壁及轧花肋条表面的光洁度,尤其是轧花肋条上部脚踵固定处,要平整、光滑。
②适当加大轧花肋条排工作点以上部分的间隙,扩大顶孔直径,提高轧花肋条工作点及以上部分侧面、顶孔处的光洁度。
③正确安装、调节棉子梳,防止梳条错位而阻碍排子。
④开机一定时间后,应更换或清理子棉卷。因为子棉卷中心经常夹带着杂质,它们既不能被锯齿勾住而拉出,又不易随棉子排出,并随着加工时间的延长而越来越多,其中一些杂质会阻塞轧花肋条排间隙,造成子棉卷停转。
⑤控制子棉卷密度,以免子棉卷过紧,使摩擦阻力矩急剧增加,影响子棉卷的运转。
(3)锯片片距不能太大,一般在20mm以内。片距过大,锯片之间的子棉难于得到牵引力,也就难于随子棉卷一起运动。
(三)子棉卷的组成
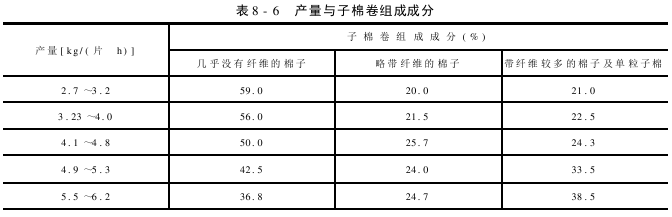
单粒子棉上的纤维经过一次锯齿勾拉肯定不能拉完,即单粒子棉的轧剥过程都是在一定时间间隔内完成的,故工作箱内的子棉卷由处于不同轧剥阶段的单粒子棉组成。但子棉卷的组成也不是固定不变的,处于不同轧剥阶段的子棉群比例与轧花机的操作过程(特别是喂花速度)有关。改变喂花速度会改变子棉卷组成成分的比例及其他参数,如子棉卷转速、子棉卷重量、子棉卷密度等。从表8-6可以看出:子棉卷中轧净纤维的棉子数量,随轧花机生产率的提高有规律地减少;单粒子棉和带纤维多的棉子,则随轧花机生产率的提高增加了。另外工作箱内还存在着大量完全轧剥过的,应该从工作箱内排出的棉子。这些棉子滞留在工作箱内,无疑会降低轧花机的生产率。为此,有一种理论认为:减少棉子在工作箱内的逗留时间,是提高轧花机生产率的重要途径。
(四)工作箱的几何形状
子棉卷表层各个区域的运动速度与工作箱的几何形状有关。不仅如此,工作箱的大小、形状被公认为是影响轧花机生产率的主要因素。一般情况下,锯齿轧花机工作箱的轧花肋条排上部、胸板、活动盖板和抱和板由四段曲率半径逐渐增大的圆弧组成,这使得子棉卷的周向密度、工作箱箱壁对子棉卷表层的摩擦阻力均由大到小变化;子棉卷表层的运动速度逐渐加快。工作箱的这种几何形状对轧花有利,它使得轧花肋条排工作点处的子棉卷密度最大、速度最慢;棉子梳处的子棉卷密度最小、速度最快。工作点处的子棉对锯齿保持了较大的局部压力,有利于锯齿对子棉纤维进行高效率的勾拉,并使充塞于齿间内的纤维不易滑脱。棉子梳处的子棉卷疏松,有利于轧净长纤维的棉子排出机外。
(五)子棉卷的密度和速度
子棉卷运动时呈筒状。若棉子梳的自由端降得很低,则子棉卷横截面的下部扩大成锥形。
子棉卷运动时产生的离心作用,使子棉卷中心的密度较小,呈疏松状态或管状的空心。当子棉卷密度较小时,子棉卷中心的管状空心就不显著,呈疏松状态;当子棉卷密度适中时,子棉卷中心的管状空心很明显;当子棉卷密度较大时,整个子棉卷挤压紧实,子棉卷中心的管状空心缩小,以至消失,而此时的子棉卷难于运转。
子棉卷密度的变化直接导致子棉卷重量的变化。如图8-16所示:子棉卷的重量取决于锯片滚筒的转速和轧花机的生产率。如果锯片滚筒的转速是固定的,则子棉卷重量增加,会提高轧花机的生产率,当锯片滚筒转速较低时,这种关系尤为明显。当轧花机的产量达到9~10kg/(片-h)以上时,提高锯片滚筒的转速几乎不能改变子棉卷的重量,有时反而使子棉卷的重量降低。
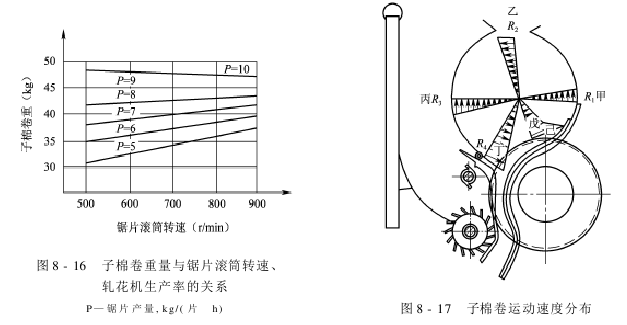
子棉卷运动时,其表层与内层的线速度不同,表层的线速度最大,卷体旋转中心的速度为零。一般情况下,从表层到旋转中心,线速度呈线性变化,如图8-17所示。若锯片直径为320mm,当锯片滚筒的转速为720r/min(即锯片滚筒表面线速度为12m/s)时,子棉卷表层的线速度在3m/s以下。
随子棉卷运动的单粒子棉在丁区遇到锯齿,受到锯齿的勾拉,运动速度突然加快。因此,丁区的子棉卷是最疏松的。从丁区到己区,子棉卷逐渐由松变紧。工作箱的几何形状决定了子棉卷在己区是最紧的,且从己区顺次到甲区、乙区、丙区、丁区,子棉卷逐渐由紧变松。
子棉卷运动时,表层各处的线速度不同。子棉卷表层线速度在己区最慢,从己区顺次到甲区、乙区、丙区、丁区、戊区,子棉卷表层线速度逐渐加快。单粒子棉在丁区遇到锯齿,运动速度突然加快,在丁区50~70mm的弧段内,随锯齿做等速运动。子棉卷表层速度在戊区最快,为214~3.0m/s,与锯齿的线速度相差9m/s。根据苏联的试验研究,对于直径为320mm的锯片而言,当锯片滚筒的转速为720r/min时,在正常生产条件下,如果甲区的子棉卷速度是100%,则乙区的子棉卷速度是102%~103%,丙区的子棉卷速度是104%~105%,丁区的子棉卷速度是130%~160%,戊区的子棉卷速度约是甲区的2.2倍,即达220%。
(六)影响子棉卷运动速度的因素
子棉卷运动速度的变化及分布规律,主要取决于工作箱的几何形状。除此之外,子棉卷密度也是很重要的影响因素,而子棉卷的密度又与下列因素有关。
1.喂花速度
只增加喂花量而不改变其他工作条件时,子棉卷的密度必然增加。在一定范围内,子棉卷的密度增加,子棉卷对锯片滚筒的压力也增加,锯齿对子棉卷的勾拉牵引作用也得以加强,子棉卷速度增加。但若子棉卷过于紧实,则工作箱壁对子棉卷运动所产生的阻力矩迅速增加,使子棉卷速度降低,甚至停转。
2.棉子梳位置
只改变棉子梳位置而不改变其他工作条件时,棉子梳调高升至水平,使子棉卷底部近似呈圆形,则丁区的子棉卷密度增加,从而影响棉子的排出。延长棉子在工作箱内的逗留时间,子棉卷的密度随之增加,运动速度加快。反之,棉子梳向下倾斜,子棉卷下部扩大成为锥形,排子通畅,子棉卷密度随之减小,运动速度也因此降低。
3.锯片滚筒转速和轧花机生产率
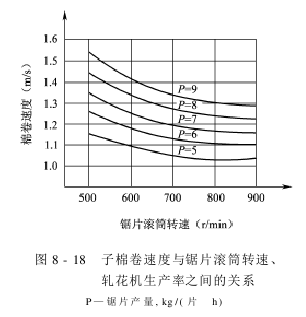
子棉卷的运动速度与锯片滚筒转速、轧花机生产率之间的关系,如图8-18所示。在生产率相同的条件下,提高锯片滚筒转速,会使子棉卷变松,运动速度降低;在锯片滚筒转速相同的条件下,提高轧花机生产率,会使子棉卷变紧,运动速度加快。
4.轧花肋条排的位置
轧花肋条排位置的变动,将引起以下变化:
(1)R 1 (棉卷中心到肋条的距离)发生变化,从而引起子棉卷形状、周向密度的变化;
(2)排子道宽度发生变化,从而影响排子快慢;
(3)轧花肋条排与锯片滚筒的相对位置发生变化,从而改变工作点处锯齿对子棉卷作用力的大小。

































