烘筒烘燥机的生产效率和热效率都是比较高的,因此在印染工业中得到广泛应用。但是,烘筒烘燥机是接触烘燥,织物表面与内层的温差较大,织物与烘筒表面各点的接触情况也不相同,因此烘燥均匀性较差。
热风烘燥机的主要优点是利用加热气体接触织物,故烘燥作用比较均匀而缓和,织物所承受的张力小。热风烘燥机可以利用烟道气直接加热或蒸汽、热油间接加热,比只用蒸汽加热的烘筒烘燥机温度高,因此,可满足某些工艺如热定形、焙烘等方面的特殊要求。但热风烘燥机占地面积较大,且热效率较低。
热风烘燥机的种类较多,按其输送织物的形式,可分为布(针)铗式热风烘燥机、导辊式热风烘燥机、悬挂式热风烘燥机及圆环式烘燥机等四大类;按其工艺用途来分有烘干机、热定形机、焙烘机;按热源来分有蒸汽、煤气、烟道气、液化石油气、电热、各种有机载热体等。
热风烘燥就是由风机以强制对流方式,使加热过的热空气在烘房内把热能传给湿织物,并带走织物上汽化的水蒸气。热风既是载热体,又是载湿体,因此,热风烘燥机的热效率较低。为了提高热风烘燥的效率,必须了解热风烘燥的基本过程。
在实际生产中,为了降低能耗,提高热风烘燥机的热效率,热风烘燥机常采用以下两种热空气加热循环使用的方法。
(1)一次加热循环使用,即全机大循环热风烘燥。此方案的热空气加热流程如图5-21。

从A点补充新鲜空气与烘房中部分回用热空气混合后,在B点经加热器升温至C点,经循环风机3输送到烘房内,对织物进行烘燥后,排出烘房至D点,一部分回用,另一部分由排风机4排出。
对热空气采用大循环使用时,烘房温度不会过高,对减少热损失有益。但热空气进入和离开烘房时的温差也不大,加热升温也比较容易。
(2)多次循环使用,即全机分段循环烘燥。
图5-22为多次加热循环的流程图。从A点补充新鲜空气与Ⅰ室D点返回空气混合后成B点状态,经加热器加热升温至C点状态,由循环风机输送至烘房内,与织物接触变为D状态。
一部分空气返回,另一部分空气为Ⅱ室的补充空气,与Ⅱ室的返回空气G混合后变为E状态,经加热器加热升温至F状态,由循环风机送入烘房Ⅱ,与织物接触变为G状态。依次类推,可以多次加热循环。
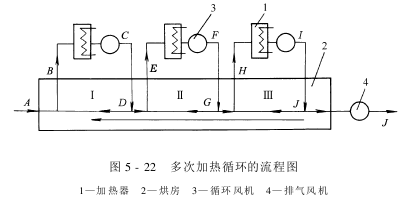
采用这种方案,既可避免烘房内的温度过高,又能使最终排出的废气有较高的相对湿度,有效地利用了热能。同时各烘房的温差较小,有利于织物烘燥均匀性和热效率的提高。此外,还可按工艺要求,分别控制各段烘房内的温度、相对湿度和烘燥速率,烘燥效果较理想。目前热风烘燥机广泛使用这种加热循环方式。

































