随着现代织机技术的日渐提高,喷水织机织造高档面料范围的扩大以及自动化、高速化等方面的发展,要求织机各机构之间的联动配合要进一步加强,精度更高,反应更加灵敏准确。机械式送经机构已不能满足高性能的要求。电子送经机构在喷水织机上的应用越来越多,它具有结构简单、反应灵敏、调节准确、操作方便、可实现微机集中控制等特点,充分体现了机电一体化 的优势。电子送经装置一般是运用非电量电测的方法采集经纱张力信号,以电子或微机技术对信号加以处理后,对单独的电动机进行控制、调节,驱动织轴送出经纱,并维持经纱张力的恒定。
电子送经装置一般由电动机、减速箱、张力信号采集系统、控制系统组成。
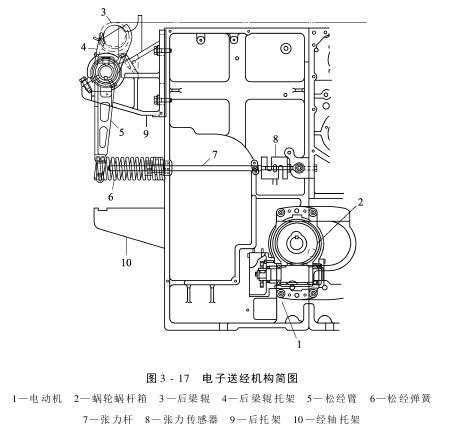
1.电子送经系统的组成其组成见图3-17。
2.经纱的送出装置
目前喷水织机的经纱送出装置多由伺服电动机单独驱动,早期的电子送经亦采用力矩电动机或步进电动机。动力经减速齿轮箱、蜗轮蜗杆箱2传到经轴小齿轮,再经经轴盘大齿轮传到织轴,使经纱连续送出。该装置传动环节少,增加了传动的可靠性。
3.经纱张力的检测和调节装置
这部分是电子送经的核心所在。经纱张力的大小通过后梁辊3、后梁辊托架4、松经臂5、松经弹簧6、张力杆7使张力传感器8发生变形,将张力信号传给控制系统,控制伺服电动机的转动,再通过减速箱传到经轴,保持经纱张力稳定。这种方式所采集的信号连续性好,控制部分易于处理。因此经纱从满轴到了机都能保持一定的稳定张力,织造出高品质的织物。
4.送经量的检测及调节装置
这部分也是靠伺服电动机来控制,当纬密发生变化时,只须通过预先设定,而无须更换齿轮。综上所述,无论是机械送经还是电子送经,它的一般工作原理都是用活动后梁或其他检测件来感应经纱的动态张力,后梁的摆动或其他的感应信息经适当处理后,调节经纱送出量,从而维持经纱上机张力或动态张力的恒定。其送经量可看作由两部分组成:一是由织物品种所决定的每纬基本送经量,二是由经纱张力波动决定的送经修正量。经纱上机张力和织物品种决定了后梁的平衡位置和其他调节件的初始状态;相对于逐渐变小的织轴直径,后梁不断有新的平衡位置,由此控制送经量的基本部分;而张力波动引起后梁系统相对平衡位置的摆动,则对应送经量的补偿修正部分。