锯片直径大,伸入到工作箱中的锯片弧线长,工作齿数多,剥绒效率高;锯片直径小,伸入工作箱中的锯片弧线短,工作齿数少,剥绒率低。锯片直径对剥绒率的影响见表9-5。
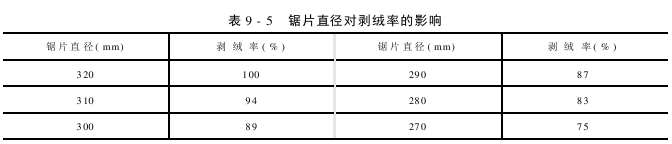
锯片圆筒在生产中容易磨损,当锯齿损伤残缺过多超过规定时,为了充分利用锯片,应经斩齿机重新斩削。每加工一次,锯片直径缩小10mm,当锯片直径小于280mm时,就不宜再改制。 锯片直径大,伸入到工作箱中的锯片弧线长,工作齿数多,剥绒效率高;锯片直径小,伸入工作箱中的锯片弧线短,工作齿数少,剥绒率低。锯片直径对剥绒率的影响见表9-5。
锯片圆筒在生产中容易磨损,当锯齿损伤残缺过多超过规定时,为了充分利用锯片,应经斩齿机重新斩削。每加工一次,锯片直径缩小10mm,当锯片直径小于280mm时,就不宜再改制。



































